Hur länge är plasmaaktiverade polymerytor öppna?
För att förbättra vidhäftningen av polymerer kan en behovsorienterad förbehandling av ytan utföras med hjälp av en plasmaprocess. De uppnådda effekternas hållbarhet varierar dock beroende vilken typ av polymer och lack som används, men också på tillsatserna och miljöförhållandena. I det här sammanhanget har två forskningsinstitutioner analyserat de grundläggande aktiveringsmekanismerna och de viktigaste faktorerna som påverkar den långsiktiga stabiliteten hos plasmaförbehandlingen av additiva polymerer och lacker före vidhäftningsprocessen.
Polymera material och lackerade ytor binds idag inbördes eller som hybridkomponenter med andra typer av ytor för många tekniska tillämpningar [1]. På så sätt möjliggör limtekniken en jämn introduktion och överföring av kraft över ett större område inom enheten, vilket ger en hög statisk och dynamisk belastningskapacitet hos de sammanfogade strukturerna.
Många tekniska polymerytor kräver dock en lämplig förbehandling för att kunna uppnå bättre vidhäftningsegenskaper – först och främst på grund av sin låga ytenergi, men också på grund av föroreningar från produktionsprocessen [2–4]. I det här sammanhanget används olika förbehandlingsprocesser såsom slipning och blästring (inklusive vakuum- och CO2-isblästring), och beroende på tillämpningen används även vatten- och lösningsmedelsbaserade processer [3–8].
Även om dessa metoder kan avlägsna störande föroreningar och odefinierade kantskikt från substratytan, orsakar de knappast någon kemisk ytmodifiering. Därför kräver många lågenergipolymerer (icke-polära) så kallade aktiverande förbehandlingsprocesser, som specifikt skapar polära funktionella grupper i ytan. Dessa grupper ger en förbättrad vätbarhet för de applicerade limmen och reaktiva interaktioner möjliggörs delvis [8]. Miljövänliga, torra kemiska processer som plasmaprocesser i lågtrycks- (ND) eller atmosfärstrycksområdet (AD) används ofta för detta ändamål [8–12]. Rengöringseffekten (avlägsnandet av föroreningar), som samtidigt aktiverar vidhäftningsytan, kan förbättra vätbarheten och vidhäftningsegenskaperna hos de ursprungligen icke-polära polymererna avsevärt.
ND-plasmaprocedurer erbjuder fördelen av en homogen funktionalisering av komplext utformade komponentytor och till och med bulkmaterial i en batchprocess. Utöver det kan ND-plasmaurladdningar utföras vid låga processtemperaturer (normal driftstemperatur: 30–80 °C), så att även temperaturkänsliga polymermaterial kan behandlas med denna typ av plasma. AD-plasmatekniker är perfekt lämpade för lokal aktivering av komponenter som kan utföras på plats. De högre energiflödena jämfört med ND-plasma kan justeras till temperaturbeständigheten hos de behandlade polymererna genom att man väljer rätt urladdningsexcitation och processparametrar [13].
De aktiveringseffekter som kan uppnås genom plasmabehandling uppvisar emellertid ofta en begränsad långsiktig stabilitet (t.ex. [13–16]). En orsak till detta är omorienteringen av polymerkedjorna med de skapade funktionella grupperna [17] och/eller avsättningen av kemiska föreningar (adsorbater) från luften på plasmainducerade hydrofila centra [14]. I detta sammanhang beror den potentiella minskningen av plasmaaktiveringen inte bara på den öppna tiden efter förbehandlingen, utan snarare på miljöförhållandena (temperatur, fuktighet) och typen av polymer (polymerkedjornas grad av tvärbindning och rörlighet) [18–20]. En annan viktig orsak till en möjlig minskning av de erhållna effekterna av plasmaaktiveringen är de olika tillsatser/fillers som för närvarande tillsätts till nästan alla tekniska polymerer. Dessa ämnen kan migrera från bulkmaterialet till den behandlade ytan [18, 21] och har en negativ inverkan på dess vätbarhet och vidhäftningsegenskaper [22]. Slutligen beror de reaktiva plasmaarterna, deras interaktionsmekanismer med polymeren eller lacken och därmed också graden och stabiliteten hos ytfunktionaliseringen på den använda plasmakällan och den valda behandlingsintensiteten [23, 24]. Material- och metodtabell
Materials and methods table
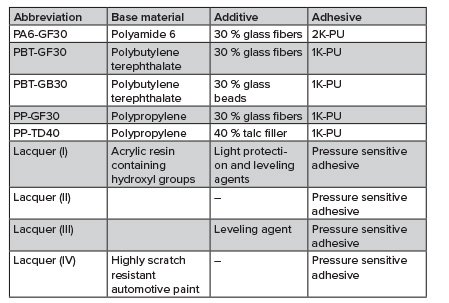
För att få fram forskningsresultat för flera industrier har olika polymer- och klarlacksystem analyserats som polymersubstrat och, med hänsyn till vanliga tillämpningar, limmats med ett 1k- och 2k-polyurethanlim och två akrylatbaserade tejper (tabell 1). Alla valda substrat uppvisar dålig vätbarhet och dåliga vidhäftningsegenskaper i obehandlat skick. För att systematiskt undersöka stabiliteten hos de aktiverande effekterna lagrades de plasmabehandlade polymersubstraten och obehandlade referenser under varierande yttre påverkande faktorer som öppentider och definierades därefter efter sina yt- och vidhäftningsegenskaper. Öppentiden definieras som tiden mellan plasmaaktivering och vidhäftningsprocess, under vilken substratet utsätts för olika klimatförhållanden (A: 23 °C, 50 % rel.F., B: 40 °C, 80 % rel.F).
Plasmaaktiveringen av ytan bedömdes huvudsakligen genom att man beaktade de ytenergivärden som detekterats genom kontaktvinkelmätningar och deras polära fraktion. För att kvantitativt definiera enheter innehållande pastaliknande lim utfördes rullskalstester baserade på DIN EN 1464 [25] och för att bedöma tejpernas vidhäftningsegenskaper på de valda klarlacksystemen utfördes 90 ° skaltester enligt DIN EN 1939 [26]. Med hjälp av de processer som beskrivs i standarderna kan motståndet mot skalning definieras som medelvärdet av den uppmätta skalningskraft som är nödvändig för att separera två sammanfogade delar.
Forskningsresultat

Genomsnittlig skalstyrka (DIN EN 1939) för tejperna för lacksystem (I) i obehandlat referenstillstånd och med varierande AD-plasmabehandlingsintensitet i korrelation med ytenergi och polaritet. (Bildkälla: IFAM)
För att definiera processparametrarna för huvudexperimenten varierades initialt plasmabehandlingens intensitet systematiskt genom att man valde från ett brett spektrum av avgörande processparametrar. Valet av parametrar utvärderades sedan med avseende på deras påverkan på aktiveringsprocesser, vilket innebär olika system och material. I AD-serien användes olika avstånd mellan plasmamunstyckets utlopp och substratyta, processhastigheter och antal processcykler. I ND-området låg fokus på experiment avseende påverkan från plasmakraft och processtid. För utvärderingen mättes förändringen i ytenergi (polaritet) hos substraten direkt efter förbehandlingen och korrelerades därefter med resultaten av limtesterna.

Genomsnittlig skalstyrka (DIN EN 1464) för PP-1K-PU-bindningarna i obehandlat referenstillstånd och med varierande ND-plasmaparametrar i korrelation med ytenergi och polaritet. (Bildkälla: LWF)
Bild 1 och 2 visar de uppmätta genomsnittliga skalhållfastheterna vid de undersökta lacksystemen och pp-substraten jämfört med de erhållna ytenergivärdena. Alla genomförda plasmaprocesser visar en signifikant ökning av ytenergivärden, särskilt av den icke-polära delen, jämfört med det obehandlade (UB) tillståndet. Graden av aktivering korrelerar med plasmabehandlingens intensitet. Under limtesterna uppstår adhesivfel (AF) över hela limskiktets längd hos de obehandlade pp-substraten redan när de sätts in i skalningsanordningen. Medan de obehandlade substraten ger dålig eller nästan obefintlig vidhäftning av limmet, visar de högbehandlade proverna en signifikant ökning av genomsnittlig skalstyrka jämfört med de obehandlade referenserna. Den bästa vidhäftningsstyrkan erhålls emellertid med parametrarna för behandling med lägre intensitet. Andelen kohesiv svikt i limmet (CF) ökar när behandlingsintensiteten minskar. Även en låg aktivering leder till en nästan hundraprocentigt kohesiv svikt direkt efter plasmabehandlingen av ytan. Detta visar tydligt att den ofta påstådda enkla korrelationen mellan ytenergi och vidhäftning inte existerar på det sättet.

Genomsnittlig skalstyrka (DIN EN 1464) för PP-1K-PU-bindningarna i obehandlat referenstillstånd och efter ND-plasmabehandling (PP-GF30: 12W12s; PP-TD40: 15W15s) beroende på öppentid under lagring A (vänster) och B (höger) i korrelation till ytenergi och polaritet. (Bildkälla: LWF)
Bild 3 visar att en ökad öppentid leder till minskad vätbarhet hos pp-substraten genom minskning av den polära fraktionen. Processen fortskrider snabbare under lagring B, men efter 28 d öppen tid ligger värdena fortfarande över förhållande för de obehandlade referenserna. Limtesterna visar också på en minskning av den genomsnittliga skalstyrkan för båda pp-systemen redan efter 1 d. Men även här förbättras vidhäftningen fortfarande anmärkningsvärt efter 28 d jämfört med den obehandlade referensen, oavsett tillsatser och lagringsförhållanden.
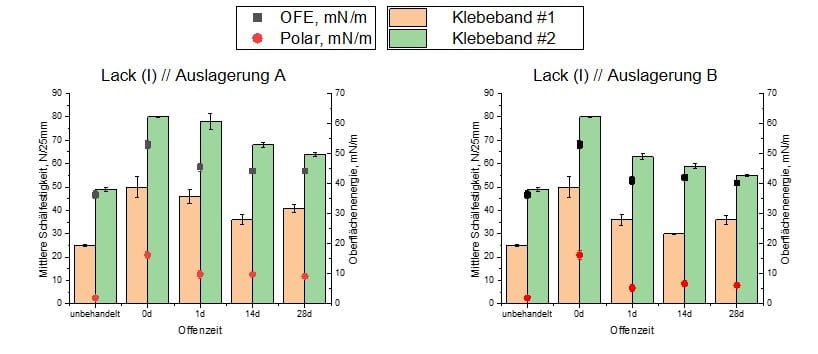
Genomsnittlig skalstyrka (DIN EN 1939) för tejperna för lacksystem (I) i obehandlat referenstillstånd och efter AD-plasmabehandling (processparametrar #E) beroende på öppentiden under lagring A (vänster) eller B (höger) i korrelation till ytenergi och polaritet. (Bildkälla: IFAM)
Bild 4 visar utvecklingen av den genomsnittliga skalstyrkan hos tejperna exemplifierad av lacksystem (I) beroende på öppentiden. Under båda lagringsförhållandena uppvisar de detekterade styrkorna starka korrelationer till de uppmätta ytenergi- och polaritetsvärdena. Men inte heller här minskar värdena till det obehandlade referenstillståndets nivå. Efter 28 d öppentid visar båda tejperna fortfarande cirka 78 % (lagring A) och cirka 65 % (lagring B) av skalstyrkan mätt direkt efter plasmabehandlingen.
I allmänhet kan man dra slutsatsen att lack- och pp-system uppvisar en hög långsiktig stabilitet hos de aktiverande effekter som erhålls genom plasmabehandling under båda klimatlagringsförhållandena.

Genomsnittlig skalstyrka (DIN EN 1939) och ytenergier för lacksystem (I) under AD-plasmareaktiveringstester (plasmaprocessparameter #E). (Bildkälla: IFAM)För att analysera en möjlig reaktivering av plasmaaktiveringseffekterna, som har minskat under öppentid, har exemplifierande tester utförts med lacksystem (I). Efter 1 d öppentid i lagring B behandlades de plasmabehandlade proverna en gång till (reaktiverades) med samma processparametrar och lagrades därefter igen i lagring B. Som visas i bild 5 kan värdena för minskad ytenergi och skalstyrka (1d-B) ökas till en nivå som är jämförbar med den aktiveringsgrad som uppmättes direkt efter den första plasmabehandlingen (se 0d och 1d-B reakt). Graden av aktivering som erhålls en andra gång minskar dock i samma grad under öppentiden som den gjorde efter den första plasmabehandlingen (jfr 1d-B reakt. 1d-B).
Sammanfattning
Forskningsområdena för denna studie var en omfattande vetenskaplig undersökning av aktiveringsmekanismerna på polymerytor förbehandlade med plasmaprocesser för vidhäftning och karakterisering av den långsiktiga stabiliteten hos de uppnåbara aktiverande effekterna. I detta sammanhang förbehandlades olika polymerer innehållande tillsatser eller fyllmedel och lacksystem med ND- och AD-plasma, som därefter lagrades under definierade klimatförhållanden och karaktäriserades med hjälp av icke-destruktiva och destruktiva tester vid specifika tidpunkter. Detta möjliggjorde en systematisk undersökning och analys av vätbarheten och vidhäftningsegenskaperna hos de använda limmen beroende på polymertyp, behandlingsintensitet, öppentid och lagringsförhållanden före vidhäftningsprocessen. Som ett första steg varierades de använda processparametrarna inom ett brett, applikationsrelevant intervall och den resulterande aktiveringsgraden beskrevs. Det kunde påvisas att en plasmabehandling leder till en ökning av ytenergivärden och en starkare vidhäftande bindning, varigenom ytorna aktiveras tillräckligt när en låg behandlingsintensitet appliceras. Med ökande öppentid observerades och karakteriserades en minskning av de aktiverande effekterna erhållna av plasma, vilket som förväntat ledde till en minskning av plastens vätbarhet. Den ofta påstådda enkla korrelationen mellan ytenergi och vidhäftning, eller snarare stabiliteten hos de resulterande limbindningarna, kunde emellertid inte bestämmas under de genomförda testerna. Sammantaget visade de testade substraten fortfarande en signifikant återstående grad av aktivering efter 28 d öppentid, vilket fortfarande innebär en signifikant förbättrad vätbarhet och vidhäftning av polymerytan jämfört med den obehandlade referensen.
Anteckning om finansiering
IGF:s forskningsprojekt ”OffPlas” (IGF-Nr.: 19661 N) av Forschungsvereinigung Dechema e.V. [Research Association Dechema], Theodor-Heuss-Allee 25, 60486 Frankfurt am Main, finansierades via AiF under programmet för att främja gemensam industriell forskning och utveckling (Program to Promote Joint Industrial Research and Development, IGF) av det federala ministeriet för ekonomi och teknik enligt ett beslut av det tyska federala parlamentet. Vi vill tacka forskningsföreningen för ekonomiskt och organisatoriskt stöd. Vi vill också tacka alla våra samarbetspartners inom industrin för ett gott samarbete.
Bibliografi
[1] Stauber, R.: Kunststoffe im Automobilbau. Technische Lösungen und Trends. [Plaster i fordonstillverkning. Tekniska lösningar och trender.] I: ATZ Automobiltech Z, årgång 109 (2007), s. 202–209. Online: https://doi.org/10.1007/BF03221872 (senast nedladdad den 4 november 2020). [2] Gleich, H., Hartwig, A. och Lohse, H.: ”Warum das Vorbehandeln so wichtig ist”. [Vikten av förbehandling] I: Adhäsion [adhesion] 9/2016, s. 34–38.[3] Fischer, S.: ”Polymerbauteile reinigen und aktivieren” [Rengör och aktivera polymerkomponenter], I: Besser lackieren [lackera bättre] 1/2009, s. 12. [4] Fischer, S.: ”Kunststoff-Oberflächen prozessicher reinigen und aktivieren” [Processtillförlitlig rengöring och aktivering av ytor], I: Besser lackieren [lackera bättre] 3/2010, s. 10.[5] Bischoff, ִR., Wahono, W.: ”Vorbehandlung der Kunststoffoberfläche”. [Förbehandling av plastytor] I: Brockmann, W., Dorn, L., Käufer, H.: ”Kleben von Kunststoffen mit Metall” [Att binda plast med metaller], Berlin 1989, s. 152–179. [6] Sherman, R., Grob, J. och Whitlock, W.: ”Dry surface cleaning using CO2 snow”, I: J. Vac. Sci. Technol. B, vol. 9, no. 4, (1991), s. 1970–1977.[7] Rasche, M.: ”Oberflächenbehandlungsverfahren, Bewertungskriterien und Entwicklungstrends” [Ytbehandlingsprocesser, utvärderingskriterier och utvecklingstrender], konferenshandlingar från SWISS BONDING ’92 från 19.-21. Maj ’92 i Basel, red.: Schindel-Bidinelli, E.H., s. 71–82.[8] Wilken, R., Gleich, H.: Kunststoffe richtig vorbehandeln. Teil 1. [Korrekt förbehandling av plast. Del 1] I: Adhaes Kleb Dicht, årgång 60 (2016), vol. 11, s. 26–31. https://doi.org/10.1007/s35145-016-0071-6[9] Fischer, S.: ”Polymeroberflächen optimal reinigen und aktivieren” [optimal rengöring och aktivering av polymerytor], GAK 2/2011 – årgång 64, s. 110–111. [10] Roth-Fölsch, A. och Lödel, T.: ”Eine Frage des Kontaktwinkels” [En fråga om kontaktvinkel], I: Kunststoffe [plastics] 11/2012, s. 37–39.[11] IGF-project „ExAkt: Einsatz einer VUV-Excimerlampe zur Aktivierung von Polymeren für das Kleben” [Användning av en VUV-excimerlampa för aktivering av polymerer för limning], projektnummer 16296 N/1, finansieringsperiod: 1 januari 2010 – 30 april 2012. [12] Dokument för kursen ”DVS®/EWF-Klebfachingenieur” [bindningsingenjör] av Fraunhofer IFAM[13] Lommatzsch, U.: Erfolgreicher Einsatz von Plasma-Jets in der Produktion. [Framgångsrik användning av plasmastrålar i produktion] I: Adhaes Kleb Dicht, årgång 49 (2005), vol. 7–8, s. 46–50. Online: https://doi.org/10.1007/BF03243631 (senast nedladdad den 4 november 2020].[14] Liston, E.M., Martinu, L., Wertheimer M.R.: Plasmaytmodifiering av polymerer för förbättrad vidhäftning: en kritisk granskning. I: J. Adhesion Sci. Technol., årgång 7 (1993), vol. 10, s. 1091–27. Online: https://doi.org/10.1163/156856193X00600 [senast nedladdad den 4 november 2020]. [15] Det tyska federala ministeriet för utbildning och forskning (German Federal Ministry for Education and Research, BMBF), forskningsprojekt ”KUFOPLAS”, delprojekt nr 02PP2130, 02PP2131 och 02PP2132, finansieringsperiod: 1 juni 2011 – 31 maj 2005. [16] Abourayana H. M. och Dowling D. P.: ”Plasma Processing for Tailoring the Surface Properties of Polymers”, bokkapitel i Surface Energy, ISBN 978-953-51-2216-6, Intech-Open Access Publisher (2015), s. 123–152. [17] Manenq, F., Carlotti, S., Mas, A.: Some plasma treatment of PET fibres and adhesion testing to rubber (plasmabehandling av PET-fibrer och vidhäftningstester mot gummi). I: Die Angew. Makromol. Chem. [tillämpad makromol. kem.], årgång 271 (1999), vol. 1, s. 11 17. https://doi.org/10.1002/(SICI)1522-9505(19991101)271:1%3C11::AID-APMC11%3E3.0.CO;2-4[18] Behm, H., Bahre, H., Bahroun, K., Böke, M., Dahlmann, R., Hopmann, Ch., Winter, J.: Plasma treatment of polypropylene containing different additives (plasmabehandling av polypropen innehållande olika tillsatser). Konferensrapport. 21:a internationella symposiet om plasmakemi (ISPC 21). Australien, 2013.[19] Stake, A., Uhlmann, P.: Neue Funktionsoberflächen für industrielle Anwendung durch Kombination von schaltbaren Polymerbürsten und kratzfesten Klarlacken. [Nya funktionella ytor för industriell tillämpning genom kombinationen av omkopplingsbara polymerborstar och reptåliga klarlacker] AiF-forskningsprojekt 350 ZBG. Slutrapport. Finansieringsperiod: 1 maj 2010 – 31 oktober 2012.[20] Moritzer, E., Leister, C., Krugmann, J.: Alterung von plasmabehandelten Kunststoffen. Alles eine Frage der Zeit? [Åldrande hos plasmabehandlad plast. Är allt en tidsfråga?] I: Doobe, M. (redaktör): Kunststoffe erfolgreich kleben. Grundlagen, Klebstofftechnologien, Best-Practice-Beispiele. [Framgångsrik bindning av plast. Grunder, limtekniker, exempel från bästa praxis] Wiesbaden: Springer Vieweg, 2018, s. 81–87. [21] Wintermantel, E.; Ha S.-W.: Medizintechnik [medicinteknik], 5. reviderad och utökad upplaga. Berlin, Heidelberg 2009.[22] Lahidjanian, D.: Effekte einer Atmosphärendruck-Plasmabehandlung auf luftfahrtspezifische Beschichtungsstrukturen. [Effekter av en plasmabehandling med atmosfäriskt tryck på luftfartsspecifika beläggningsstrukturer.] Avhandling. Technische Universität Berlin, 2011.[23] Mühlhan, C.: Plasmaaktivierung von Polypropylenoberflächen zur Optimierung von Klebverbunden mit Cyanacrylat Klebstoffen im Hinblick auf die mechanischen Eigenschaften. [Plasmaaktivering av polypropenytor för optimering av limbindningar med cyanoakrylatlim med avseende på de mekaniska egenskaperna.] Avhandling. Gerhard-Mercator-Universität-Gesamthochschule Duisburg, 2002.[24] Metzler, N.: Strukturelles Kleben im Flugzeugbau: Plasmainduzierte Grenzflächenphänomene in CFK-Klebverbindungen und deren Auswirkungen auf mechanische Eigenschaften. [Strukturell limning i flygindustrin: Plasmainducerade gränssnittsfenomen i CFC-adhesiva bindningar och deras effekt på mekaniska egenskaper] Avhandling. Universität Augsburg 2017. [25] DIN EN 1464:2010-06, Bestämning av skalbeständighet hos vidhäftande bindningar – Flytande valsmetod, 2010. [26] DIN EN 1939:2003–12, Självhäftande tejper – Bestämning av vidhäftningsegenskaper för skal, 2003.Författare:Dr. rer. Nat. Sergey StepanovForskningsassistent i arbetsgruppen Atmosfärstryck – plasmateknologi, avdelningen för plasmateknologi och ytor (Plato) vid Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM [Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM] i Bremen.Verena Aßmuth är forskarassistent i specialistgruppen för limteknologi vid Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratoriet för material och limning Technology] vid Universität Paderborn i Paderborn.Dr. Jörg IhdeGruppchef, Atmosfärstryck – plasmateknologi, avdelningen för plasmateknologi och ytor (Plato) vid Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM [Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM] i Bremen.Prof. Dr. Bernd MayerDirektör, avdelningen för limbindningsteknik och ytor vid Fraunhofer-Institut für Fertigungstechnik und Angewandte Materialforschung IFAM [Fraunhofer Institute for Manufacturing Technology and Advanced Materials IFAM] i Bremen.Dr.-Ing. Dominik TeutenbergSenior ingenjör vid Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratorium för material- och bindningsteknik] vid Universität Paderborn i Paderborn.Prof. Dr.-Ing. Gerson MeschutChef för institutet vid Laboratorium für Werkstoff- und Fügetechnik (LWF) [Laboratorium för material- och bindningsteknik] vid Universität Paderborn i Paderborn. Plastverarbeiter” 11/2020, ISSN 0032-1338 // forskningsprojekt ”OffPlas”, IGF projekt nr 19661 N Tantec
Video: VacuTEC | Vacuum Plasma Treater

DEN MEDICINSKA SEKTORN

PLASTKORT

SKUM OCH KARTONG

FORDONSINDUSTRIN

ELEKTRONIK

KABLAR OCH RÖR
