Vad innebär ytbehandling?
Vad innebär ytbehandling?
Ytenergi hos fasta material och behovet av ytbehandling av polymerer. Det är ofta nödvändigt att binda plastmaterial till metaller eller andra plastmaterial, eller att helt enkelt trycka på en plastyta.
För att lyckas med det bör det flytande limmet eller bläcket kunna väta ytan på materialet. Och det är här som teknikerna för korona – och plasmabehandling är nödvändiga.
Vätbarheten beror på en specifik egenskap hos ytan: Ytenergi, ofta kallad ytspänning.
Vill du testa din yta? Läs mer om vår dyntestning här.
Ytenergi, liksom ytspänning, mäts i mN/m. Ytenergin hos det fasta substratet påverkar direkt hur effektivt en vätska fuktar ytan. Vätbarheten demonstreras i sin tur enkelt genom kontaktvinkelmätningar. Kontaktvinkeln är vinkeln mellan tangentlinjen vid kontaktpunkten och den horisontella linjen på den fasta ytan. När en droppe vätska placeras på en slät fast horisontell yta kan den spridas ut över underlaget, och om fullständig vätning sker närmar sig kontaktvinkeln noll. Omvänt, om vätningen är partiell, når den resulterande kontaktvinkeln jämvikt i intervallet 0 till 180 grader. Vill du veta mer om ytbehandling av metaller? Klicka här.

Löser dina vidhäftningsproblem
Vi har mer än 50 års erfarenhet av att leverera och tillverka högkvalitativa ytbehandlingsprodukter för alla branscher.
Tantec har både standardmaskiner och specialdesignade maskiner.
Kontakta oss idag och få en offert. Vi står redo att hjälpa dig.
Vätbarhet för ytor
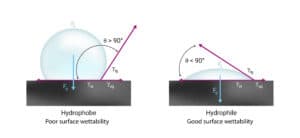
Figur 1 till höger illustrerar skillnaden mellan bra och dålig vätbarhet.
Ju högre ytenergi det fasta substratet har i förhållande till vätskans ytspänning, desto bättre är dess vätbarhet och desto mindre är kontaktvinkeln.
För att en korrekt bindning ska kunna existera mellan en vätska och en substratyta bör substratets ytenergi överstiga vätskans spänning med cirka 2–10 mN/m.
Video: VacuTEC | Vakuumplasmabehandlare
Ytenergi för fasta material
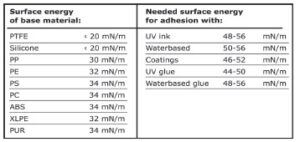 Figur 2 till höger visar absoluta värden på ytenergi för fasta material. Ytspänningen hos många plaster inklusive polyeten och polypropen är ofta otillräcklig för limning eller tryckning.
Figur 2 till höger visar absoluta värden på ytenergi för fasta material. Ytspänningen hos många plaster inklusive polyeten och polypropen är ofta otillräcklig för limning eller tryckning.
Dessa material har mycket användbara egenskaper såsom kemisk tröghet, låg friktionskoefficient, högt slitage, punkterings- och rivmotstånd etc.
Den dåliga vätbarheten hos dessa polymerer ger dock konstruktören problemet med bindning eller dekorering av dessa material. Behandlingen kan förbättra vätbarheten hos materialet genom att höja materialets ytenergi och påverka vidhäftningsegenskaperna positivt genom att skapa bindningsplatser.
De mest avancerade och framgångsrika metoderna för ytbehandling bygger på en princip om urladdning av hög spänning i luft. Läs mer om principen här: Grunderna för plasmabehandling
Läs om grunderna i koronaytbehandling här
Grunderna för högspänningsurladdning i luft och dess tillämpning på ytbehandling
När en högspänningsurladdning existerar i en luftspalt accelereras och joniseras gasen av fria elektroner, som alltid finns i luften. När den elektriska urladdningen är mycket stark resulterar kollisioner av höghastighetselektroner med gasmolekyler ingen förlust i farten, och en elektronlavin uppstår.
När en plastdel placeras i urladdningens väg påverkar elektronerna som genereras i urladdningen ytan med energier som är 2 till 3 gånger större än vad som krävs för att bryta molekylbindningarna på ytan av de flesta substrat.
Det här skapar mycket reaktiva fria radikaler.

I närvaro av syre kan dessa fria radikaler reagera snabbt för att bilda olika kemiska funktionella grupper på substratytan. Funktionella grupper som härrör från denna oxideringsreaktion är de mest effektiva för att öka ytenergin och förbättra den kemiska bindningen till hartsmatrisen. Dessa inkluderar karbonyl- (-C=O-), karboxyl- (HOOC-), hydroperoxid- (HOO-) och hydroxylgrupper (HO-). Behandling med högspänningsurladdning förändrar enbart ytegenskaperna utan att påverka materialets bulkegenskaper.
Tantecs tredimensionella elektriska ytbehandlingsteknik (Electrical Surface Treatment, EST) bygger på högspänningsurladdning i luft. Tredimensionella objekt passerar genom ett urladdningsområde mellan två elektroder (figur 3 till höger).
Urladdningen upprätthålls i ett stort mellanrum mellan elektroderna genom att man etablerar en hög spänningsskillnad mellan elektroderna. Hög applicerad spänning är bara ett villkor för effektiv behandling.
En enhetlig behandling av delar som rör sig med hög hastighet kräver högeffektiv energiöverföring från kraftkällan till urladdningsområdet. Koronaurladdning vid frekvenser på 15–25 kHz åstadkommer högeffektiv energiöverföring när elektroner svänger i spalten mellan elektroderna. Det har visat sig att ju högre frekvens, desto lägre effekt krävs för att uppnå en given behandlingsnivå.
EST-tekniken uppnår en enhetlig behandling av ytor på tredimensionella objekt i höghastighetslinjer genom att upprätthålla en spänningsskillnad mellan elektroder upp till 80 kV vid frekvenser på 15–25 kHz. Under dessa förhållanden kan föremål med tvärsnitt så stora som 100 mm seriebehandlas medan de rör sig kontinuerligt genom en behandlingskammare.
Så kan ytenergin förbättras > jämförelse mellan plasma och korona.
Ett elektriskt ytbehandlingssystem består av högfrekvensgenerator, högspänningstransformator och behandlingselektroder. Generatorn producerar en utsignal vars frekvens automatiskt justeras i området 15–25 kHz beroende på lastimpedansen, vilket optimerar den effekt som är tillgänglig för behandling.
Högspänningstransformatorn ökar utsignalen från generatorn till den nivå som behövs för att generera urladdning av önskad intensitet.
Behandlingsstationen är utformad kring två elektroder: en behandlingselektrod och en motelektrod (vanligtvis vid en jordpotential). Elektroderna är konstruerade för varje unik tillämpning.
Tantec erbjuder ett urval av plasmabehandlare för plasmaytbehandling av olika material.
Se vår lista över produkter på sidan om våra plasmaprodukter: Utrustning för plasmabehandling
Hållbarhet hos behandlade ytor
Hållbarheten för förbehandlade material varierar från timmar till år, beroende på plasten, dess formulering, hur den har behandlats och dess exponering för förhöjd temperatur efter behandling.
Materialrenhet är den viktigaste faktorn. Hållbarheten begränsas av förekomst av komponenter med låg molekylvikt såsom antiblockmedel, formsläppmedel, antistatikmedel osv.
Så småningom migrerar dessa komponenter till ytan av rena polymerer. Det rekommenderas därför att tryck eller binding på materialet sker strax efter behandlingen. När den behandlade ytan har bundits samman med en beläggning, bläck, lim eller annat material blir bindningen dock permanent.
Tillämpningar av Tantecs elektrisk ytbehandlingsteknik (Electrical Surface Treatment (EST)
Följande material har framgångsrikt behandlats med EST-teknik:
- Polyeten (PE) * Plexiglas (PMMA)
- Polypropylen (PP) * Teflon (PTFE)
- Polystyren (PS) * Polycarbonat (PC)
- EPDM-gummi * Polyuretan (PUR)
- ABS med flera.
Här är några specifika tillämpningar:
- Behandling av ytor på biomedicinska testanordningar för att förbättra vätbarheten hos ytor för ett konfluent vätskeflöde.
- Ytbehandling av sprutbehållare före tryck.
- Behandling av insidan av nålnav före fastsättning av nål i rostfritt stål.
- Behandling av elektronisk kabelisolering för att förbättra vidhäftningen för bläck och beläggningar.
- Behandling av lock och höljen på kemiska behållare före applicering eller tryckning av tätningsmaterial.
- Behandling av plastflaskor före applicering av självhäftande etiketter.
- Behandling av bilprofiler av EPDM-gummi före applicering av ett lim för att hålla fast flockborst eller dekorera tyg.
Behandling av elektronisk kabelisolering för att förbättra vidhäftningen för bläck och beläggningar.

Solving your adhesion problems
We have more than 40 years of experience in delivering and manufacturing quality, high-end surface treatment products for any industry.
Tantec has both standard machines, but also custom-designed machines.
Contact us today and get a quote. We are standing by to service you.
Solving your adhesion problems
We have more than 40 years of experience in delivering and manufacturing quality, high-end surface treatment products for any industry.
Tantec has both standard machines, but also custom-designed machines.
Contact us today and get a quote. We are standing by to service you.
Löser dina vidhäftningsproblem
Vi har mer än 50 års erfarenhet av att leverera och tillverka högkvalitativa ytbehandlingsprodukter för alla branscher.
Tantec har både standardmaskiner och specialdesignade maskiner.
Kontakta oss idag och få en offert. Vi står redo att hjälpa dig.
Vanliga frågor om ytbehandling
Kan jag behandla 3D-objekt med plasma?
En plasmabehandling är den perfekta lösningen för dina 3D-delar, eftersom plasma kan appliceras nästan överallt. Därför kan det täcka områden av dina delar som inte kan nås med traditionella behandlingsmetoder. Du kan till och med behandla insidan av små delar som sprutor eller insidan av en sluten plastpåse.
Skicka oss gärna ett prov på din del och förklara ditt projekt för oss, så genomför vi ett kostnadsfritt test av din del i våra interna testanläggningar och ger dig råd om bästa möjliga behandlingslösning!
Kan behandlingen begränsas till vissa delar av ett föremål?
Teoretiskt sett kan vi begränsa en behandling till vissa områden genom att täcka delar av ett objekt. En plasmabehandling har dock vanligtvis inga negativa biverkningar för det behandlade objektet, så i de flesta fall saknas anledning att göra det.
Hur utvärderar jag om en plasmabehandling har varit framgångsrik?
Vi tillhandahåller olika mättekniker, inklusive bläck och pennor för ytenergitest samt kontaktvinkelmätningar för att mäta effekten av din plasmabehandling. Tveka inte att kontakta våra experter, så att vi kan hjälpa dig att hitta den mest effektiva behandlingen för dina individuella behov!
Är behandling i produktionslinjen möjlig?
Självklart. Vi levererar både fristående plasmabehandlare och integrerade plasmabehandlare, som enkelt kan integreras i din befintliga produktionsprocess. Tveka inte att kontakta våra experter för att diskutera hur en plasmabehandling kan integreras i din befintliga produktionslinje!
Vilka storlekar kan behandlas?
Vi erbjuder behandlingslösningar för nästan alla storlekar. Mindre delar placeras ofta på brickor, så att många delar kan behandlas samtidigt.
